
Profound and Detailed
NE 107 Introduction to Self-monitoring and Diagnostic Recommendations for Field Devices
2023-11-02
1. NAMUR and NE 107 recommendations
The Process Industry Automation Technology Users Association (NAMUR) was initially founded by companies such as Bayer and BASF. The association represents users of measurement and control technology in the process industry. Members come from companies operating process industry plants, companies providing engineering services to the process industries, research institutions and other associations.

"NE 107 Self-Monitoring and Diagnosis of Field Equipment" is a proposal put forward by NAMUR on self-monitoring and diagnosis within field equipment and expressing monitoring and diagnosis results through status signals. Monitoring and diagnostics using information from associated, other field devices are outside the scope of NAMUR 107 recommendations.
Field devices only refer to measuring equipment and execution equipment with standard signal input and output. Diagnostics of field devices are becoming increasingly important in maintenance, helping control system managers or field device maintainers to take action as needed. NAMUR collects manufacturers' and users' expectations for field device self-monitoring and diagnostic capabilities and developments. The common self-monitoring and diagnostic methods are analyzed; the self-monitoring and diagnostic results are summarized and classified; the appropriate status signals and information that display the self-monitoring and diagnostic results of field equipment are defined.
2. Self-monitoring and diagnosis
Self-monitoring and diagnosis refers to the self-test, inspection and judgment of on-site equipment, including internal electronic and electrical parts, sensor and actuator components, mechanical structures, etc. For example, an error in liquid level measurement due to water entering the float or buoy results in a continuous low liquid level alarm. Self-monitoring can never detect every possible fault because many different faults can have the same effect on the signal. This means that although fault detection is possible, unambiguous diagnosis is not possible. For example, the response time of a contact thermometer can vary due to various faults in the thermowell.
The sources of errors, malfunctions and errors may be:
• Electrical and electronic components • Sensor or actuator elements
• Mechanical structural components • During installation
• When the equipment is put into operation • During maintenance
• Due to an operation that does not meet the specified conditions • When connecting to a process
• Has auxiliary energy
Advantages and disadvantages of various monitoring options:
Monitoring method | Advantages and disadvantages | Examples | |
| 1 | Signal processing test | Simple, commonly used method, but does not include sensor elements | Check the connection between A/D and MCU by writing and reading back |
| 2 | Switch to reference measurement | Includes sensor element but interrupts normal measurement | In radiation level measurements, reference pulses are fed to the scintillator |
| 3 | Use of reference signals | Including sensor element, function without interruption | Add reference weight to weighing operation |
| 4 | Use of test signals, changes in internal variables | Often an actuator or sensor element is included, but functionality is often interrupted. | The MIF device periodically reduces the field current and records the average ΔQ of the measured values, which remains below the limit value. Record step response for short valve strokes, e.g. to detect friction |
| 5 | Simulation of reference signals | Simple, but can only be used with compensation methods | Test signal applied to pressure sensor with force compensation |
| 6 | Additional redundant sensors in field devices | Multiple monitoring options, especially among multiple sensors | Combination of floating and guided microwaves |
| 7 | Additional non-redundant sensors in field devices | Functionality is not interrupted, faults can be localized, but only specific faults are detected; additional sensors increase the number of possible faults/errors | In capacitive single-chamber differential pressure sensors, the capacitance can be converted into an analytical temperature value. An additional sensor measures the temperature. Comparing these two values allows detection of diaphragm damage |
| 8 | Internal signal monitoring | Uninterrupted functionality; commonly used methods | In capacitive level measurements, the current flow between the electrode and the reference potential is checked for an ohmic potential drop; indicating the presence of conductive deposits |
| 9a | Theoretical and empirical knowledge about measuring signals | Uninterrupted functionality; simple, common approach | Monitoring changes in the measurement signal caused by oscillations in variable area flow meters to detect clogging |
| 9b | Operant Behavior Observation | Does not affect process; depth of diagnosis questionable | Monitor standard deviation, rise time and overshoot |
Self-monitoring and diagnostic requirements for field equipment:
The most important requirement is that diagnostic results must be reliable to enable users to take appropriate action. A wrong diagnosis is worse than no diagnosis. Diagnosis must be timely. All relevant diagnostic parameters must be readable.
It is expected that the device will be able to report failures due to non-compliance with specified conditions while running. It is recommended to monitor internal variables in field devices that are most important for the main measurement and execution functions.
In some equipment, such as analyzers, wear may occur during normal operation or auxiliary materials may be close to being used up. In these cases, other wear phenomena caused by process or material aging also need to be monitored for timely maintenance.
The manufacturer should clearly describe each diagnostic function implemented in the device or add-on device component. Instructions should include:
• List of parameters and values contained in the diagnostic function.
• Whether parameters are saved in the field device and can be set by the user and how the settings can be changed.
• Details of fixed values, or manufacturer's standard settings for adjustable parameters.
3. Status signal
All field devices should have four standard signals. They are implemented as needed and tell us the device status. Status signals provide information about device status and reliability. The defined signal is:
Failure: The output signal is invalid due to failure of internal or process-related components of the field device. For example, "The oscillation frequency of the measuring tube exceeds the allowable range, which is most likely due to damage to the measuring tube or defective sensor."
Check function: The output signal is temporarily invalid due to the device activating test and maintenance functions. For example, the measured variable is in the simulation state; the calibration function is activated.
Out of specification: The field device operates outside the set range. Can be caused by internal measurement drift or the influence of external processes.
Maintenance required: The field device can still provide effective output signals, but the field device will lose part of its functions or capabilities due to external operating conditions and requires near- or mid-term maintenance. For example, a pH electrode may age, wear out, or become quickly limited in functionality.
The following table describes the standard status signals, priorities and codes; the figure below is the connection diagram between diagnostic data and status signals.
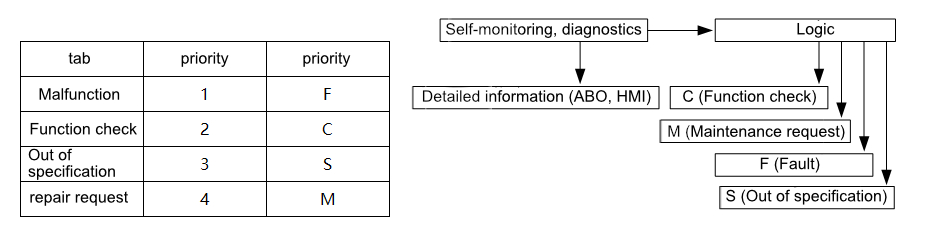
Self-monitoring and diagnostic results must be mapped to and displayed on one of these four status signals, and the field device must maintain that status. Regardless of the transmission medium used (e.g. HART, PROFINET, FF, PA), it must be possible to generate status signals.
In the case of simultaneous occurrence of status signals, the status must be reported according to their priority order. In the event that a "fault" signal will cause damage to the device, the highest priority must be assigned to the "fault" signal and other information about the device will be ignored. After providing the status "Repair Request", the device usually returns to normal operation after passing a "Functional Check". In order to always inform the control room about maintenance, the status signal "Function check" must be voted on with a higher priority than the status signal "Service request". "Out of specification" status signals typically report more on process conditions than on the equipment itself. This signal needs to be given the lowest priority. This also applies to the statement that higher priority states rarely occur. When the status changes, the status signal must be sent immediately. Confirmation of the signal never needs to be done on the device itself, this is the task of the higher-level system.
Graphical description of status signals:
For field device control panels, process controller panels, engineering stations, field device management (EDDL, FDT/DTM, FDI) files, field device management systems (AMS), illustrations should be selected according to the table below.
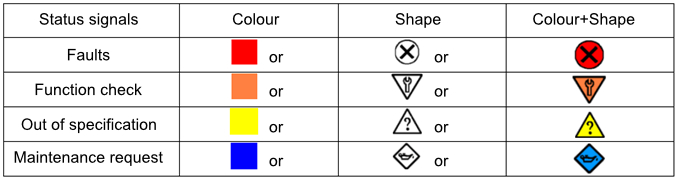
When indicating activation of a diagnostic function, the symbols indicating activation of diagnostics from the table below should be used.

In free-form graphics, such as control system process flow diagrams, the status of the measuring points should be obvious. The display of detailed diagnostic information is optional. Invalid values (due to non-implementation) must be marked with items like "?", "xxx" or "***".
When using LED to indicate status signals, status signals must be indicated as follows.

Signals should be clear and understandable even without a manual. Therefore, differentiation using different flash frequencies or different brightness must be avoided. The same requirements remain for input and output signaling in a similar manner.
It must be taken into account that, especially for Ex i devices, energy consumption is critical and LEDs need to be reduced. Additionally, different voltage levels for variegated LEDs increase circuit complexity. For this reason, the different status signals in the table above must be represented by one color.
"Service Requests" with a valid signal must be indicated by flashing green. Alternatively, blue LEDs are allowed.
Maintenance personnel's activities are required or ongoing due to "out of specification" functional checks. Therefore, there is no need to make further distinctions on field devices. In both cases, the signal may be invalid. Therefore, both signals are represented by flashing red LEDs. The status "Fault" is indicated by a red LED.
4. Temperature transmitter product introduction
Shenyang Microcyber's series of temperature transmitters support fieldbus communication protocols such as HART, PROFIBUS PA, and FF H1 for process industries.

The series of temperature transmitters have passed FCG and PI international organization certifications, and are developed and designed using NE 107 recommendations. Welcome to inquire!
<< Previous page
Next page >>
 Email: services@microcyber.cn
Tel: 86-15940276899
Email: services@microcyber.cn
Tel: 86-15940276899
Add::17-8 Wensu Street, Hunnan New District,Shenyang,China
Link
Home Industrial Communication Industrial Cloud Applications News Our Team About Us Certificates Services Contact Homepage SolutionsCONTACT US

 86-15940276899
86-15940276899
 services@microcyber.cn
services@microcyber.cn


 microcyber11
microcyber11

